公司名稱:霸州市牛氏五金制品有限公司
聯系人:牛都樂
電話:13503169951
地址:河北省廊坊市霸州市霸州鎮牛莊伙村
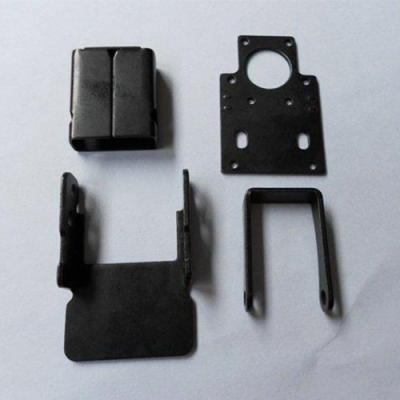
表面處理即是通過物理或化學的方法在材料表面形成一層具有某種或多種特殊性質的表層。通過表面處理可以提升產品外觀、質感、功能等多個方面的性能。
金屬表面處理的發展
隨著金屬加工業、鐵路制造業、汽車行業的飛速發展,對生產各種金屬制品及鐵路、汽車零部件產品的質量有了更高要求,通過長期的實踐證明,一些簡單、簡易的前處理方式,已經不能滿足金屬加工及涂裝的基本要求。只有采用標準的前處理生產工藝,才能使鋼鐵表面形成一層標準的磷酸鹽膜和防護膜,以滿足金屬加工和涂裝處理的質量要求。因此,選用低成本、低能耗、高品質的金屬前處理產品,是企業保證涂裝質量和防護質量穩定與否的重要因素。
QPQ表面處理廠家講解金屬表面處理中的拋丸和噴砂
拋丸
拋丸的原理是用電動機帶動葉輪體旋轉(直接帶動或用V型皮帶傳動),靠離心力的作用,將直徑約在0.2~3.0的彈丸(有鑄鋼丸、鋼絲切丸、不銹鋼丸等不同類型)拋向工件的表面,使工件的表面達到一定的粗糙度,使工件變得美觀,或者改變工件的焊接拉應力為壓應力,提高工件的使用壽命。通過提高工件表面的粗糙度,也提高了工件后續噴漆的漆膜附著力。

拋丸的特點:
1、靈活性差。受場地的限制,清理工件有些盲目性,在工件內衛表面易產生清理不到的死角。
2、不用壓縮空氣加速彈丸,不必設置大功率的空壓站。
3、清理表面不易有潮氣,不容易生繡。
4、設備結構比較復雜,易損件多,特別是葉片等零件,維修工時多,費用高。5、清理效率高,費用低,操作人員少,容易實現自動化控制,適用于大批量生產
噴砂
噴砂是采用壓縮空氣為動力,以形成高速噴射束將噴料(銅礦砂、石英砂、金剛砂吸入式噴砂原理圖、鐵砂、海南砂)高速噴射到需要處理的工件表面,使工件表面的外表面的外表或形狀發生變化,由于磨料對工件表面的沖擊和切削作用,使工件的表面獲得一定的清潔度和不同的粗糙度,使工件表面的機械性能得到改善,因此提高了工件的抗疲勞性,增加了它和涂層之間的附著力,延長了涂膜的耐久性,也有利于涂料的流平和裝飾。
噴砂工藝與其它清理工藝(如酸洗,工具清理)相比有以下特點:
1、噴砂處理是迅速、效率高的清理方法。
2、噴砂處理可以在不同粗糙度之間任意選擇,而其它工藝是沒辦法實現這一點的。手工打磨可以打出毛面但速度太慢,化學溶劑清理則清理表面過于光滑不利于涂層粘接。
公司名稱:霸州市牛氏五金制品有限公司
聯系人:牛都樂
電話:13503169951
地址:河北省廊坊市霸州市霸州鎮牛莊伙村
主營QPQ處理,QPQ處理加工,QPQ處理,QPQ加工技術