公司名稱:霸州市牛氏五金制品有限公司
聯系人:牛都樂
電話:13503169951
地址:河北省廊坊市霸州市霸州鎮牛莊伙村
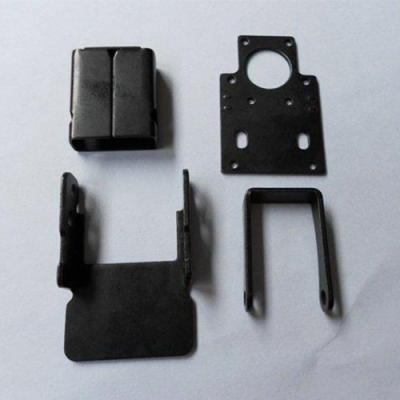
清洗:去除工件表面的油污、雜質和氧化層,以確保良好的處理效果。
預熱:將工件加熱到一定溫度,通常在 350-400℃之間,以減少處理過程中的變形和應力。
氮化:在氮化鹽浴中進行,鹽浴中的氰酸根分解產生的活性氮原子滲入工件表面,形成氮化層。氮化溫度一般為 510-580℃,時間根據工件材料和要求而定。

氧化:在氧化鹽浴中進行,使工件表面形成一層黑色的氧化膜,增加耐腐蝕性和耐磨性。氧化溫度通常為 350-400℃,時間為 15-20 分鐘。
清洗:去除工件表面的鹽浴殘留。
干燥:將工件烘干,以去除表面的水分。
浸油:在工件表面涂上一層防銹油,以提高耐腐蝕性和潤滑性。
在實際應用中,QPQ 表面處理的工藝流程可能會因工件材料、形狀、尺寸和性能要求的不同而有所差異。因此,在進行 QPQ 表面處理之前,需要根據具體情況進行工藝設計和優化,以確保處理效果和質量。
公司名稱:霸州市牛氏五金制品有限公司
聯系人:牛都樂
電話:13503169951
地址:河北省廊坊市霸州市霸州鎮牛莊伙村
主營QPQ處理,QPQ處理加工,QPQ處理,QPQ加工技術