公司名稱:霸州市牛氏五金制品有限公司
聯系人:牛都樂
電話:13503169951
地址:河北省廊坊市霸州市霸州鎮牛莊伙村
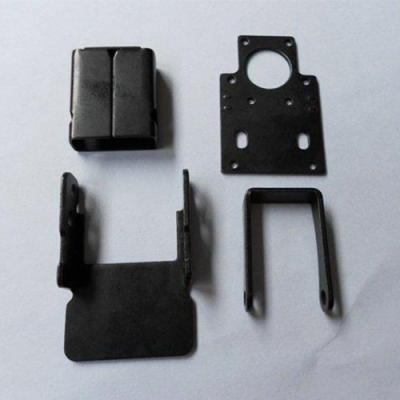
氮化處理是指一種在一定溫度下一定介質中使氮原子滲入工件表層的化學熱處理工藝。經氮化處理的制品具有優異的耐磨性、耐疲勞性、耐蝕性及耐高溫的特性。
液體軟氮化主要不同是在氮化層里之有Fe3Nε相,Fe4Nr相存在而不含Fe2Nξ相氮化物,ξ相化合物硬脆在氮化處理上是不良于韌性的氮化物,液體軟氮化的方法是將被處理工件,先除銹,脫脂,
QPQ表面處理廠家講解什么是qpq氮化處理?

預熱后再置于氮化坩堝內,坩堝內是以TF–1為主鹽劑,被加溫到560~600℃處理數分至數小時,依工件所受外力負荷大小,而決定氮化層深度,在處理中,須在坩堝底部通入一支空氣管以一定量之空氣氮化鹽劑分解為CN或CNO,滲透擴散至工作表面,使工件表面外層化合物百分之8~9wt的N及少量的C及擴散層,氮原子擴散入α–Fe基地中使鋼件更具耐疲勞性,氮化期間由于CNO之分解消耗,所以不斷要在6~8小時處理中化驗鹽劑成份,以便調整空氣量或加入新的鹽劑。
液體軟氮化處理用的材料為鐵金屬,氮化后的表面硬度以含有Al,Cr,Mo,Ti元素者硬度較高,而其含金量愈多而氮化深度愈淺,如炭素鋼Hv350~650,不銹鋼Hv1000~1200,氮化鋼Hv800~1100。
液體軟氮化適用于耐磨及耐疲勞等汽車零件,縫衣機、照相機等如氣缸套處理,氣門閥處理、活塞筒處理及不易變形的模具處。
公司名稱:霸州市牛氏五金制品有限公司
聯系人:牛都樂
電話:13503169951
地址:河北省廊坊市霸州市霸州鎮牛莊伙村
主營QPQ處理,QPQ處理加工,QPQ處理,QPQ加工技術